PackML and Machine-to-Machine Communication
The PackML automation standard is used in the packaging machine industry to transfer and receive consistent data between machines on a packaging line. While it's well known to machine builders, it offers important lessons for end users in food, beverage, pharmaceutical, and other consumer packaged goods industries.
At PACK EXPO East 2022, Ron MacDonald, R&D expert engineer at Nestlé and chairman of OMAC (the Organization for Machine and Automation Control), which manages the PackML group overseeing the standard, gave a presentation to help end users understand how PackML helps manage packaging line flow to make their operations more efficient.
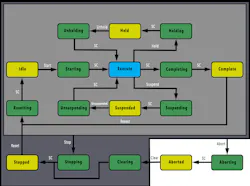
In his presentation, he explained four key states of the PackML standard: Held, Suspended, Blocked, and Starved.
The 'Held' state indicates that a machine on packaging line—such as a filler, capper, or case packer—wants to execute its operation, but some factor is holding it back. These factors can vary depending on the product being processed. For example, it could be caused by the temperature of the product; for a case packer, it could be that not enough cartons are available.
As the name implies, the 'Blocked' state in PackML indicates a blockage on the line according to sensor data. “The 'Blocked' sensor is generally the most important performance monitoring sensor on the line,” said MacDonald, underscoring the impact of the 'Blocked' state on packaging line performance.
Likewise, the 'Starved' state indicates that a machine on the line is not getting enough product to perform regular operation.
“All of this matters because labor and material costs are high and end users want to get the most productive use out of their packaging equipment,” MacDonald said. That’s why “OEMs like to build in PackML on their equipment so that they all have the same kind of dashboard for communication.”
Highlighting how the PackML states relate to automated machinery on the packaging line, MacDonald used an illustration of a packaging line section between a filler and a capper. “A ‘Blocked’ sensor would be positioned after the filler, while a ‘Starved’ sensor would be placed before the capper to maintain surges or infeed pressures,” he explained. “Surge sensors are positioned in between these two sensors to measure nominal and overspeed flows of product. In a steady state flow of materials between the filler and capper, there will be some stacking of product just before the capper to keep it operating at maximum capacity. However, if something happens to block the flow of product between these two machines, it will trip the ‘Starved’ sensor on the capper.”
This video captured at PACK EXPO East 2022 highlights BellatRx's Aquarius Monobloc packaging machine which features servo motion control with Allen-Bradley PLC and HMI standardized using PackML.
A common packaging line situation occurs when the capper gets jammed. In this situation, product will build up, causing the ‘Blocked’ sensor to trip and sending the line into the ‘Suspended’ state. “Once this situation is fixed, the surge function will go into overspeed, causing the capper to worker harder to draw down the accumulation of product, thereby sending the line back to ‘Steady’ state,” MacDonald said. “That’s why it’s important to make sure the machines you choose can comfortably handle overspeed operations for extended periods. Also watch ancillary functions, like printing and labeling applications, when setting overspeed conditions to make sure they can handle this too.”
He suggests addressing overspeed conditions with the OEM to determine the best machine and appropriate settings for your operation.
MacDonald also stressed the importance of defining the bottleneck (rate limit) for your packaging line. “All other machines normally run at the nominal speed of the bottleneck,” MacDonald said, “which is why it’s typically the most expensive and complex machine on a packaging line.”
Noting the importance and roles of the buffer and accumulation process in a packaging line, MacDonald said, “The buffer occurs before the bottleneck and creates a constant flow of product at the infeed to ensure the next machine on the line doesn’t go into the ‘Starved’ state. Accumulation occurs after the bottleneck to ensure the bottleneck has a place to discharge output to prevent choking. Operators may take comfort in the accumulation of product in front of the machine they operate, seeing it as an indication of work to do, but too much accumulation can flood the system and cause the filler to shut down, which is a situation you want to avoid.”
Essentially, the “whole line needs to work as a family to protect filler operations and ensure it doesn’t stop operation, which means subsequent machines on the line need to be capable of drawing down overflow with overspeed operation,” said MacDonald. “That’s why it’s important to determine usable accumulation in each section of the packaging line during steady state conditions."
In his presentation, MacDonald also detailed the impact of MTBF (meantime between failure, which is machine uptime divided by the number of breakdowns) and MTTR (mean time to repair, which is downtime divided by the number of breakdowns). He said performing and maintaining these calculations will help address about 80% of stoppages. “They won’t always address major breakdowns, but they will address most basic line stoppages,” he said.
In this video, Jim Chrzan of PMMI Media Group speaks with Ron MacDonald at PACK EXPO East about his recommendations to ensure optimal packaging line performance.

