Class Based Unit Synchronization, The Case For Link Groups

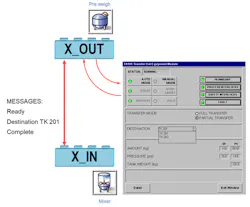
To coordinate activities between units, take advantage of product functionality to greatly reduce controller code programming. Unit coordination is used during activities such as material transfer from one unit to another, may be used to coordinate recipe pause points in a unit while the recipe of another unit reaches a desired step, or may be used to transfer process data from one unit to another for further evaluation, etc.
Using product functionality to create a class-based solution while minimizing programming greatly simplifies the complexity of the code. The product functionality consists of link groups and Phase logic phase request (PXRQ for phase manager phases and RQ for classic OPC phases).
To better understand its usability, we will use a sample process consisting of units capable of transfer material with each other: One to Many, Many to One, Many to Many. In any of these examples keeping track of who the groups involved in a synchronization can be as simple as specifying the required pairs (more that two concurrent can be done as well) in the procedural (recipe) model.
Let’s look at several scenarios:
Creating a recipe pause point in one unit until another unit reaches a specified step can be done with a basic standard synchronize phase and it is typically assigned to each unit. The following diagram is of an ISA-88 Procedure that contains two unit procedures, and each one of them contains an operation. In each of these operations we see a synchronize phase (Sync), the recipe reaching this phase first will have to wait until a specific phase in another operation reaches the step. This functionality is of high value to the recipe authors since they can now control when the steps in one unit run based on the steps of another unit. The link group line between these sync phases is established by the recipe author and clearly define what phases work in a group since many of these can exist in each operation.In this example (example A) one of the phases is waiting to receive a message and the other will send a message and wait until a receiver is present, once this link is established the phase logic can be set to complete the set of phases and move on to the next steps. In this example, the recipe in unit A is dependent on the recipe of unit B. Only if unit B temperature is >xx degrees then we can start adding catalyst to unit A.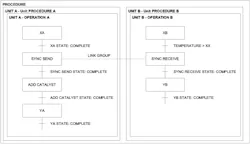
Link groups is a capability within FTBatch that allows phases to communicate with each other via the batch server via recipe defined link groups, a class based recipe will allow all possible messaging and synchronization to be built. This functionality eliminates the need for custom code required to track what batches are running in each unit and then matching the set of units based on their batch ID. In addition, the batch server controls and track all information related to the communication between phases. Take advantage of product functionality to minimize custom code and reduce programming effort.
Randy Otto is CEO of ECS Solutions, a certified member of the Control System Integrators Association (CSIA). For more information about ECS Solutions, visit its profile on the CSIA Industrial Automation Exchange.About the Author
Randy Otto
CEO of ECS Solutions
Randy Otto is the CEO of ECS Solutions and brings more than 25 years of experience in diverse industries, including glass fibers manufacturing and custom assembly machine manufacturing. Before joining ECS, Randy spent 10 years managing the delivery of assembly equipment for Integrated Systems Manufacturing and process control systems for Premier System Integrators. For most of the last 12 years, he has managed business development and sales for ECS. Randy graduated from Purdue University with a degree in electrical engineering technology. He has an MBA from the University of Southern Indiana.
