Tech Abstract: Improving Manufacturing Safety and Performance Using an Integrated Risk Management Model
Risk management metrics provide a tool for effectively assessing manufacturing risks. Traditionally, manufacturers have used lagging indicators to determine risk, such as the number of fatalities, total OSHA recordable cases, total lost workday cases, and average claim costs. Also called downstream measures or trailing indicators, these lagging indicators provide feedback on data collected and analyzed “after-the-fact”.
In contrast, current and leading indicators provide nearly immediate feedback on present activities. They are designed to influence real-time outcomes. Current indicators typically include a supervisor’s same-day completion of an incident report or the number of on- the-job safety observations completed in a factory, plant warehouse, loading dock, or production line each day compared to an established goal. Moreover, leading indicators proactively measure defined activities to help prevent incidents of a general or specific nature. Also called upstream measures, these metrics are “before-the-fact” and can predict future performance.
The most important outcome of a leading indicator approach is that it focuses on continuous risk reduction. Shifting from lagging data to leading indicators can help a company reduce risk and the total cost of risk, thereby improving competitive advantage.
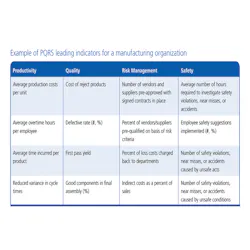
PQRS Operational Impacts: Risk Examples
Risk in the PQRS model focuses on risk avoidance, reduction and transfer to explain potential perils that can jeopardize safe and productive plant operation. A comprehensive risk analysis identifies potential perils and enables a systematic review that helps put the necessary risk management controls in place to help prevent risk.
Risk avoidance means manufacturers should evaluate the inherent risk in a current or proposed business practice to determine if the risk-to-reward ratio justifies the activity. If not, that activity should be avoided. Exercising risk avoidance frequently stems from realizing the company lacks requisite expertise or equipment to successfully compete in the market.
Risk reduction occurs when a manufacturing company intentionally decreases the amount of an activity being performed to minimize the company’s risk profile. By doing so, the company decreases exposure to known or suspected perils. A practical example of risk reduction is when a manufacturer evaluates the relative risk of using one supplier versus multiple suppliers. A manufacturer could also decide to use a secondary or tertiary supplier of important raw materials used in production.
Risk improvement means implementing corrective risk management actions after conducting a comprehensive risk analysis of a core operation. A practical example of risk improvement is to evaluate machine guarding in factories experiencing a “near hit” incident. The company may investigate the root cause and contributing factors of a “near hit” incident and institute a risk improvement plan to evaluate all machine guarding in the plant and all other production locations.
Risk transfer is a deliberate process involving manufacturers and various stakeholders engaged in legal agreements. For example, a manufacturer can transfer the risk exposure associated with substandard product quality to a supplier or a sub-tier manufacturer to contractually obligate them to rectify the defective product. Risk transfer is best accomplished in a binding legal agreement and when it addresses both insurance and indemnification requirements.
Link to the full version of this white paper at http://bit.ly/awtech012
Source: Rockwell Automation and Zurich North America
Links to full versions of these white papers and other resources for industrial automation are available at www.automationworld.com; submissions taken at [email protected]
