Continuous Improvement Meets Maintenance Management
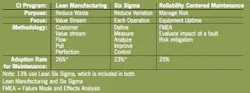
Research conducted in the first quarter of 2007 indicates that the adoption of Lean Manufacturing among all manufacturers has reached 69 percent and Six Sigma is at 52 percent. ARC recently concluded research for a Best Practices report on Maintenance Management (published in August 2007). The associated survey and interviews included questions about respondents’ continuous improvement programs. There were 113 responses from people associated with the maintenance function, in industries including discrete, hybrid, process and utilities.
The survey targeted maintenance managers, and the results reflect their discipline. Lean Manufacturing and Six Sigma are being applied to maintenance management in many companies. However, the maintenance function has a unique CI program. Reliability Centered Maintenance (RCM) has a much higher response in this survey than found in other ARC studies on CI programs.
Clear goals
The maintenance managers who participated in the survey were very clear on their overall objective—to ensure high uptime of the equipment. And this clarity in overall objective is reflected in their selection of a continuous improvement program. For each survey response, 31 attributes were analyzed to provide a rating that was used to rank the responses. In the list of ratings, there were separations that allowed for clear segmentation into Leaders (top 20 percent), Competitors (next 60 percent) and Followers (remaining 20 percent).
Having a CI program and applying it to the maintenance function is a characteristic of Leaders. RCM is specifically tailored for maintenance, and most leaders use this approach. Leaders apply their CI program to the maintenance function, and 53 percent selected RCM as their prime continuous improvement program.
RCM is being used for maintenance of assets in a wide variety of industries, including discrete, hybrid, process and utilities. With RCM, an asset is viewed as providing a set of functions that benefit the organization. The focus is to preserve these functions, not necessarily the asset itself. The RCM methodologies include a process to identify the functions, failures, modes, effects, consequences, preventive tasks and default actions. The analysis uses Failure Mode and Effects Analysis (FMEA) and systematically answers seven questions for each asset:
• What functions are expected and at what level of performance?
• In what ways does the asset fail to provide these functions?
• What can cause each failure to occur?
• What happens when each failure occurs?
• What is the impact of a loss of functionality?
• What can be done to predict or prevent each failure?
• What is the alternative if a suitable proactive task cannot
be found?
The result of an RCM analysis is a strategy for management of the asset that ensures reliable performance through specific, properly timed inspections, analysis and preventive maintenance activities. Critical functions will receive extensive attention. Low-priority functions may have a "run-to-failure" strategy. RCM is recognized as a rational approach for developing an effective asset management program. The overall result is a balanced program that applies resources where they are most effective.
RCM is often considered too time consuming for application to every asset. Thus, one focuses on the critical equipment. Also, simplified programs have been developed to achieve many of the gains with less effort. Several suppliers provide software to walk through the analysis.
Maintenance managers should consider RCM for developing their maintenance programs. They should use it as their primary continuous improvement programs—even if it differs from their corporate programs. Suppliers of software for maintenance management need to include functions to help their customers apply RCM.
Ralph Rio, [email protected], is Research Director, Enterprise Software, at ARC Advisory Group Inc., in Dedham, Mass.
About the Author

Leaders relevant to this article: