Automated Assembly Line Designed for Change
It’s an accepted fact that manufacturers today must be able to change production processes more frequently than ever before to adapt to changing customer demands and/or market requirements. The problem is that the systems and processes often put in place by manufacturers are often expensive and/or difficult to adapt.
To help address this issue, Flextronics, which provides design, manufacturing and distribution services, has created the Universal Automation Line (UAL). The UAL is essentially an assembly line—made up of multiple stations—that can be used to automate the production of many different products.
Currently, the UAL is deployed in the Flextronics’ Milpitas, Calif., site and is only set up for demonstration. The UAL there is a “prototype-sized line and not a full production line,” says Tor Krog, design engineer at Flextronics.
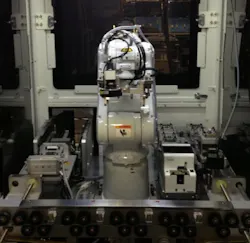
“Each station in the UAL is a cell for performing tasks normally done by a person on an assembly line,” Krog says. “Each station can perform one task or many tasks using one or more tools within the station.”
According to Krog, Dason Cheung, engineering project manager, and Murad Kurwa, vice president of engineering at Flextronics: The amount of tools or tasks to be performed in the UAL is based on production speed and line balancing. Within each station there is one main module for performing tasks. The module can consist of a robot—6-axis, SCARA, Spider, or XYZ—or a machine to perform tasks such as ultra- sonic welding, pressing, hot bar, heat stacking, or point-to-point soldering.
Krog explains that a robot used in the UAL can have multiple tools, which can be changed between tasks. “Within each station there are home docking locations for the extra tools so the robot can be programmed to retrieve and change the tools itself,” he says.
Other features that are part of each station in the UAL include:
• A material access port for loading of the raw materials, which can be aligned with trays, bowl feeders, conveyors, vibration feeders, etc. to provide different material handling methods for different products. “By having a universal connector to load trays which can also be replaced with other material handling options it allows each station to be completely automated and operate much faster,” Krog says.
• An adjustable width conveyor aligned to connect stations.
• A human-machine interface (HMI) touch screen monitor on the front of each station to check progress, install new programs, etc.
For assembly steps that are too difficult or expensive to automate, manual and automated stations can be interconnected with the UAL using a conveyor. “The UAL has standard features such as SMEMA interface for connecting to other equipment without network cables,” adds Krog.
The prototype UAL was designed to assemble a Logitech mouse, and the concept has initially been targeted at the electronics industry. However, the potential applications for the UAL are varied.
“If a product such as a cell phone or gaming controller has a slight design change, such as an increase in size, an additional button, or a small shape change,” says Krog, “the UAL line can be altered to compensate for those design changes by making minor programming changes and adding the new tools needed.”
Looking ahead at the UAL’s potential implementation at facilities outside of Flextronics, Krog, Cheung and Kurwa point out that the implementation of an automated line in a factory typically takes a few months. With the UAL, manufacturing can begin within a couple of days.
About the Author


Leaders relevant to this article: