Connectivity’s Role in Improving Factory Management
It’s the holy grail of manufacturing, factory visibility that makes it possible to know exactly what all of your assets are doing at any one time. Armed with this information, you can increase line rate, improve production quality, ensure the safety of staff and equipment and give your operations the flexibility to easily adapt to changing market needs. Perhaps best of all, you can have the data that your fingertips for production scheduling, customer service and strategic planning.
That’s the theory, anyway.
All too often, organizations invest in monitoring hardware but don’t carry that through to the essential shop-floor-to-top-floor link. It seems as though the connection ought to be easy enough for the IT shop to handle, but the devil lies in the details and in this case, those details can be pretty challenging. The result is that organizations all too often realize very little business value from their very big hardware investment. A better approach is to use purpose-built connectivity appliances that establish the link in a snap so that users can begin harvesting insights right away.
The value of connectivity
The shop-floor-to-top top-floor connection provides benefits on multiple levels:
- It supports just-in-time manufacturing by delivering a detailed knowledge of the inventory of raw materials, components and processed goods to ensure that every component and subassembly arrives at its manufacturing cell at the time needed.
- It helps establish comprehensive predictive-maintenance programs that go beyond just failure alerts to analyze failure patterns, support root cause analysis and minimize the volume of spare parts kept on hand.
- It enables benchmarking operations from facility to facility, shift to shift, even operator to operator. Armed with this information, organizations can determine optimal processes and prioritize the investment necessary to bring the entire company up to equal performance levels.
- It allows quality control and anomaly detection during production rather than after finished items roll off the line. The hardware can compensate for performance variations in the short term while the quality and maintenance departments isolate and correct the root causes.
Putting theory into practice
All of the status data in the world won't help if you can't get it from your equipment to your manufacturing execution system (MES). Traditionally, a high wall has existed between manufacturing and IT. The IT department wants to protect the business systems while manufacturing wants to avoid exposing process equipment to outside intervention. Now, the benefits have become apparent enough that forward-looking organizations are seeking ways to break down the wall.
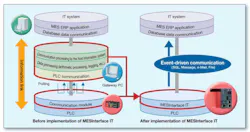
The most common approach is to use a PC as the gateway between process equipment and the MES (see figure 1). The PC harvests data from the PLC, performs some processing to make it compatible with the relevant business intelligence (BI) software, then packages it for transfer to the database. It’s the sort of task that sounds straightforward, but in reality, is a difficult and time-consuming process involving custom code, troubleshooting and headaches. Meanwhile, every delay in the process prevents you from realizing the benefits of your ultimate goal¾not simply connecting the two systems but harvesting actionable insights from the information exchange.
The process is further complicated by the dynamic nature of IT applications. Operating systems like Windows and Linux update regularly, your organization may switch out hardware, there are always new message queues. That means that the code that worked yesterday may not work tomorrow, further increasing your engineering investment and the time required to gain business value . If different plants or even different machines use PLCs from different vendors, the interface process becomes even more complicated. Purpose-built MES interface appliances provide an easier route.
A good MES interface appliance starts with a security architecture based on specific job roles with clearly defined levels of access and permissions. Manufacturing sets up the process equipment side of the appliance while IT configures the business systems. This allows each department to begin the process with a familiar task while establishing secure bidirectional communication between these two essential systems.
Interface appliances truly shine when they offer broad interoperability. They should support a variety of communications protocols to make it easy for the shop floor network to exchange data with a range of large-scale IT platforms. This should be independent of automation hardware, operating system or analytic platform. If the IT department switches from an Oracle database to one from IBM, or swaps from SAP to Oracle MOC, the appliance should enable users to reconfigure the system in minutes with the click of a mouse rather than requiring days or weeks of programming.
Real-time bidirectional data transfer between the plant-floor network and business systems yields a nimble, competitive organization able to better satisfy customer demand and navigate today’s demanding marketplace. In order to reap these benefits, however, organizations need an easy way to manage the exchange. After all, at the end of the day you are not in business to transfer data, you’re in business to manufacture products to delight your customers and exceed their expectations. Find out how a secure interface appliance can help you do that most effectively.
Further Reading
http://www.mitsubishielectric.com/believe/e-factory/
http://dl.mitsubishielectric.com/dl/fa/document/catalog/sol/efactory/l16023/l16023eng-a.pdf
http://dl.mitsubishielectric.com/dl/fa/document/catalog/sol/efactory/l16017/l16017e-d.pdf
Meet the tools: MES Interface IT
Mitsubishi Electric’s MES Interface IT connects production equipment directly to enterprise computing systems without the need for a gateway PC or any custom programming. The appliance delivers secure bidirectional communication and is compatible with IBM DB2, Oracle and MS SQL Server databases. Preconfigured for a variety of business intelligence and ERP applications such as SAP, Oracle MOC and IFS Applications, as well as the Linux, UNIX and Windows operating systems, it allows users to connect in a matter of minutes. Best of all, it is designed to be compatible with hardware from a variety of major automation vendors, giving integrators and endusers the freedom to work with the equipment they have and not a new suite of components that a vendor wants to sell them.
Purpose built for manufacturing environments, the platform is designed around event-driven communications. It supports a variety of communications protocols such as TCP/IP, SMTP, FTP and SQL, allowing it to send notifications via message, email, file or SQL query when triggered.
