Adaptive Manufacturing Gets Real with New Materials Handling Tech

Adaptive manufacturing is a concept that centers on a manufacturer’s ability to rapidly change production operations to meet the need for demand-driven products—an increasingly important capability for manufacturers as more products are designed for customizability. Meeting such demands is leading technology suppliers to develop automated material handling systems that allow manufacturers to more easily meet the market’s demand for custom products.
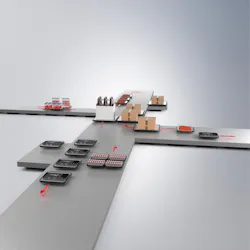
To learn more about how technology suppliers are creating these new material handling systems, we connected with Jeff Johnson, U.S. mechatronics product manager at Beckhoff Automation, for a recent episode of the “Automation World Gets Your Questions Answered” podcast series. Beckhoff is well known for its release of two new mechatronic material handling technologies designed for adaptive manufacturing—XPlanar, which uses levitating tiles to move products or components in any number of directions for processing, assembly or packaging; and the eXtended Transport System (XTS), which provides for independent control of magnetically driven movers along a customizable, guided path.
Johnson explained that XPlanar can do this because the movers on the system that transport materials float above the tiled surface based on magnetic levitation principles. These principles are well known and have been used for years in transportation, such as with maglev trains. “With XPlanar, the mover is passive,” said Johnson. “It has permanent magnets arranged in a Halbach array, where you've got really strong magnetic fields on one side—in our case on the bottom of the mover—and very weak magnetic fields on the top. The tile contains all the electronics for powering the coils to create electromagnetic fields, as well as all the feedback and diagnostics. So, on the surface of the tile, there are a lot of very flat coils; and that's where the name XPlanar comes from—these very thin, planar coils in the surface of the tile. By generating electromagnetic fields, the coils float and propel the mover above the surface. And then, by varying these electromagnetic fields, we’re able create free 2D motion, which allows for six degrees of freedom, enabling the mover to travel in any direction we want.”
The XPlanar movers can levitate zero to five millimeters above the surface, with a two-millimeter height being the sweet spot, said Johnson. “At a two-millimeter flying height, we can move up to two meters per second with a 1 g acceleration. We have different mover sizes, and the payloads range from 0.4 to 4.2 kilograms. But they can also be linked mechanically or via software to carry even heavier loads.”
Collision avoidance is handled automatically by Beckhoff’s TwinCAT software, which is the only platform needed for XPlanar configuration, programming, and runtime.
Why levitating movers?
As fascinating as it can be to watch XPlanar in action, practical manufacturing requirements tend to bring cutting edge technology ideas into an understandable and easily deployable form. So how did the futuristic idea of using levitating movers evolve into a material handling reality?
In terms of getting manufacturers to use such a new technology rather than sticking with more well-known material handling systems like conveyors or track systems like the XTS, Johnson said, “if you're just trying to move product from point A to point B, standard conveyors are probably the right solution. But we’ve found that when you design your process around the XTS or the XPlanar, you can reduce your [materials handling] footprint by 30% to 60%. And from an end user standpoint, XPlanar with the free 2D motion opens up the door to new and innovative designs because your tooling becomes simpler.”
Describing how XPlanar makes tooling requirements easier for end users, Johnson offered an example of processing a carton on which you want to place a glue pattern. “Typically, you'd have a three-axis glue head come over the carton and lay the glue pattern down. That glue head tool can now become a one-axis tool because we can bring it out and drop it down the Z-axis to dispense the glue, and then do the X-Y motions using the mover. That’s how XPlanar enables your tooling to become simpler.”
This even applies to the positioning of tools. “Your tooling doesn’t have to be perfectly level to function because we can tilt the mover so that the material being moved is level in relationship to the tooling. Plus, every mover can follow a different path or go to different stations, which delivers on the goal of lot size one—as every tile does not have to index and follow in line. They can jump out of line to perform any task. Different products can even be running at the same time on the same machine because you've got the freedom to layout your machine in any X-Y format.”
And because the 9.5-inch square XPlanar tiles can be grouped in any grid pattern, users can form rectangles, lanes, squares, or even U-shapes with the tiles. “It gives you this flexibility to assemble your transport system around your machine and around your factory,” Johnson said.
Integration
Because material handling technologies need to integrate with other systems for processing, assembly, and/or packaging, Johnson explained how XPlanar is designed to work with other systems in a manufacturing environment.
“The standard TwinCAT software that comes with XPlanar handles all the functions necessary to synchronize the movers to robots or any other external device for loading and unloading on the fly,” he said. “We can even handle transfer of materials coming in on a conveyor, where the tooling allows for the product to drop into a pocket on the mover. The position and speed of the movers can be sent to external devices to either follow a robot or have the robot follow the XPlanar movers. We could also send speed and position data to cameras for inspection applications. And if you want to do printing on the fly, the position and speed of the mover can be shared for printing in a stationary position or as materials move through the process.
New capabilities
Further highlighting Beckhoff’s new capabilities for XPlanar—the ability to rotate 360 degrees and continuously operate at up to 600 RPMs—Johnson said: “This allows us to apply labels to materials as they are moved, do 360-degree inspection of a part so that the cameras used can be simpler, and orient parts for loading and unloading. The movers’ rotating and tilting motion can be used to create a controlled wobbling motion that’s useful for mixing applications.”
Johnson pointed out that Beckhoff is preparing another new update for XPlanar around a new mover bumper with a unique ID to further enhance mover identification. “This unique ID allows you to track your products even through an XPlanar power cycle,” he explained. “This means you can recover from a power cycle and still know exactly where the movers are to determine if you can continue production as is or if operators need to make adjustments.”
About the Author


Leaders relevant to this article: