Modular Machine Maximizes Production With Linear Transport Technology

The modular machines envisioned by the Industry 4.0 initiative are rapidly making their way to factory floors, bringing with them a new level of flexibility for handling the complex processes needed to produce a wide range of products.
The new small-parts assembly line from Swiss machine builder and system integrator, Credimex, is one example. It leverages linear transport technology to enable high throughput and rapid changes. This modular automation platform can be extended as necessary with additional processing stations. Its flexibility is made possible by the Extended Transport System (XTS) from Beckhoff Automation, which links the various process modules and whose software can handle extreme variability in products.
Designed and built by Credimex AG from Alpnach, Switzerland, the machines consist of intelligent processing stations with eight stations in the standard design. According to Roger Schelbert, co-owner of Credimex and head of its motion technology department, the machine’s design meets the requirements for Industry 4.0 production sequences.
"The modularity of the machine makes it possible to produce different products efficiently, allowing us to automate difficult and complex processes that previously had to be carried out manually,” Schelbert explains. “A diverse range of process stations are available, so handling and pick-and-place processes, as well as assembly and test stations, can be integrated as desired.”
Workpiece carriers with a length of 250 mm and a maximum width of 70 to 90 mm are mounted on the XTS movers. Products of the same size—or several small products—can be processed on these carriers. This flexibility promises to be useful for the watchmaking and electronics industries, as well as for motor manufacturing and medical technology. Credimex machines can also accommodate batch sizes of one that require rapid changeovers for new products.
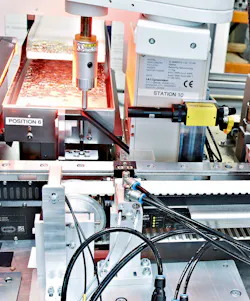
In addition to parts handling, available process stations include joining by gluing or welding, laser triangulation for product recognition, and image processing for quality assurance. Customer-specific stations may also be added, depending on requirements, which Schelbert says demonstrates one of the main advantages of Beckhoff’s PC-based control technology.
"PC control provides openness and a variety of interfaces in addition to the flexible motion functions of XTS, offering an ideal platform for integrating any desired components or additional stations,” he says. “The integration of robotics, for example, is very simple with TwinCAT software. A wide range of other components, such as high-performance EtherCat communication and system-integrated TwinSafe safety technology, can also be added."
The motion control flexibility provided by XTS comes not just from replacing mechanical components, but also through software functionality. On the initial CresaLine system, the XTS is made up of nine 250-mm-long linear motor modules, which move along the track as workpiece carriers. For the CresaLine Starter model, the whole system is reduced by half, but follows the same engineering approach. System configuration can be adapted to the user's needs. For example, the application-specific movers can use the magnetic plate and the encoder system from XTS and the customer's own guide rail. In addition, Credimex implemented a linear XTS design instead of a closed one.
"The special feature here is that the movers in the CresaLine Starter are lowered at the end of the XTS section and returned to the start via a 3-axis linear system,” Schelbert explains. “In the larger CresaLine, the movers are shifted onto the opposite XTS transfer line by means of a cross-transfer system. This means the return section can also used for assembly stations, allowing us to design a very compact system to meet market demands for smaller assembly lines."
The modularity in hardware and software means motion functions that would often necessitate enormous hardware expenditures are readily available with XTS through TwinCAT 3 automation software. "The production flow can be adapted for additional process stations by software configuration with no hardware changes at all,” he says.
“In addition, motion and positioning can be controlled so precisely that hardware components that used to be necessary can be omitted. For instance, with XTS you no longer have to lift the workpiece off a conventional conveyor belt to achieve the necessary positioning accuracy for processing. This enables much simpler process stations with fewer motion axes."
With the assembly of small parts, in particular, many factors play an important role in attaining the desired precision. Even slight vibrations can cause problems. “But the XTS transfer system works completely independently and without a mechanical connection to the individual process stations,” says Schelbert. “This means that vibrations, due to the return movement of a handling robot, for example, cannot be transmitted to the XTS, and thus, to other stations. This has a significant positive effect on achieving processing accuracy."
The flexibility of the movers is another positive. "For one thing, the movers can be designed specifically for the application—shorter or longer, larger or smaller—depending on how much space is available for their movement or how many individual products have to be transported by each mover,” he explains.
“So far, we have been concentrating on the micro-assembly area, which extends from 500 microchips up to three or four large components on a workpiece carrier. However, flexibility also means that individual movers can be removed from the transfer system or put back in again as required.”
One example of this is a special mover with a battery powered camera system that can drive through the process, check the accuracy of the individual process stations and save the offset corrections again for maximum precision. This can be important for monitoring the impact of large temperature differences, such as can occur in the morning or in the middle of the working day.
Also, consistent with Industry 4.0 concepts, the system’s production efficiency is traceable at any time and for each process, as individual operations are saved in a database with a timestamp.
"Entirely in keeping with lot size one manufacturing, an order-related decision is made for each project to determine which process steps are necessary for manufacturing,” Schelbert says. “The linking of the central control computer and the embedded PCs of the individual process modules to the customer's ERP [enterprise resource planning] system makes this possible.”
“As a result, the individual controller of each mover with its uniquely assigned product becomes virtually intelligent and can guide itself through the assembly process. The camera mover also enables calibration of the entire process chain. Its information can be used directly for early corrections of process sequences before quality defects or excessive part rejections occur."
About the Author
Jeanne Schweder
Contributing Editor, Automation World

Leaders relevant to this article: